1、裝配組織者必須根據軸類鍛件裝配圖紙、操作技術規程,按規定的順序及步驟進行裝配作業,嚴格遵守工藝紀律。
2、根據生產計劃規定的臺數按鍛件圖紙與清單,使用周轉車一次領完裝配所需的自制件、密封件、標準件并進行檢查。做好標識

a:自制加工件應檢查外觀質量,對有裂紋嚴重碰傷或劃痕,電鍍表面氣孔針孔缺陷應提請檢驗復檢,輕微的缺陷應進行修復。自制加工件認真清理,各螺孔進行回攻,表面的銹斑,尖角毛刺應去盡,孔交接口應刮圓,應砂光,螺紋進退刀處薄邊應修去,一般應修去1/4圈或修螺紋厚>0、5mm。
b:檢查密封件應檢查規格并檢查產期保質期,超過保質期的密封件不能安裝,外表有缺陷的也不能安裝。
c:領用的螺栓,螺母要注意強度等級是否符合圖紙要求。
3、檢查修整后的另件進行認真的清洗,清洗劑用汽油或煤油,完工后應吹凈吹干,堆放整齊,蓋濕潤無毛邊布,避免新的粉塵與顆粒粘上,清洗后的另件應盡快裝配,避免產生新的銹蝕。
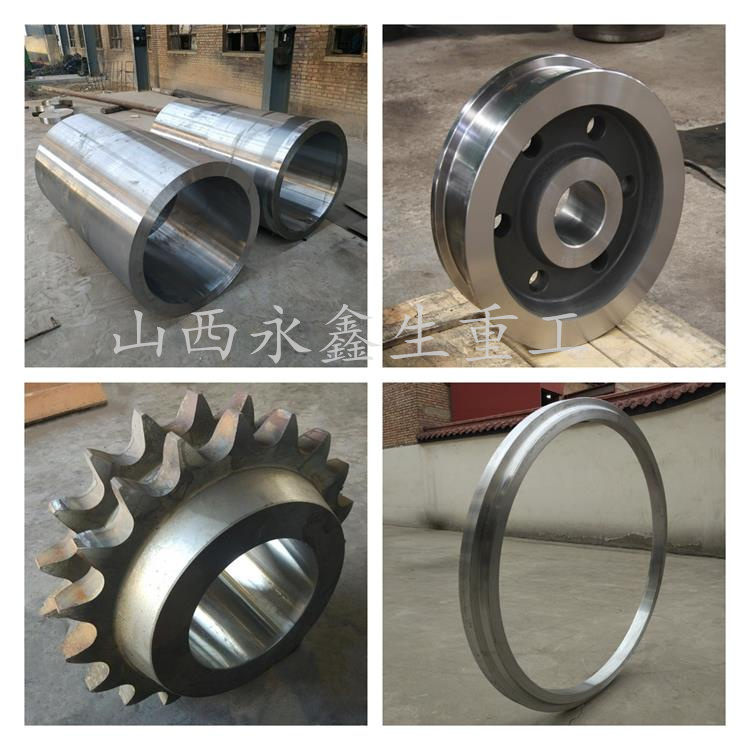
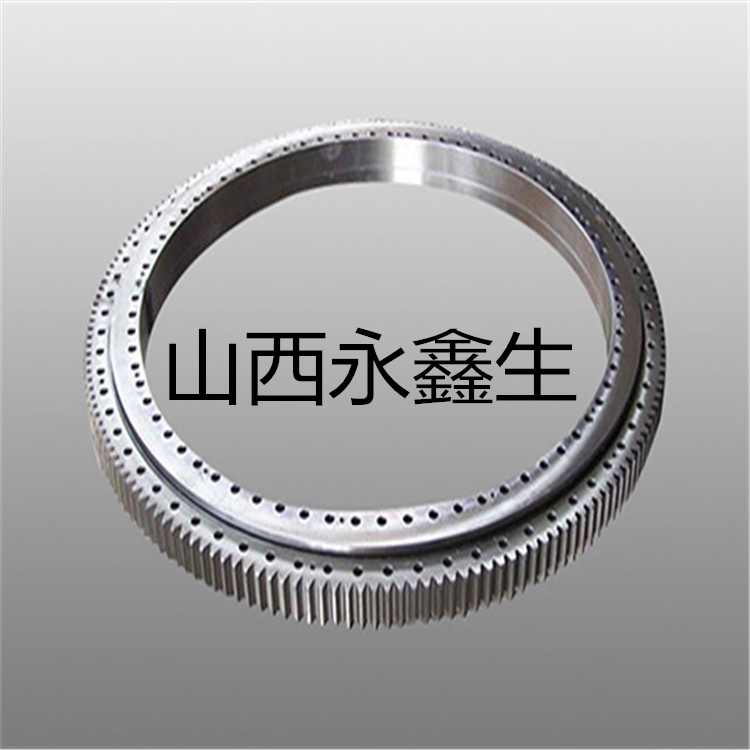
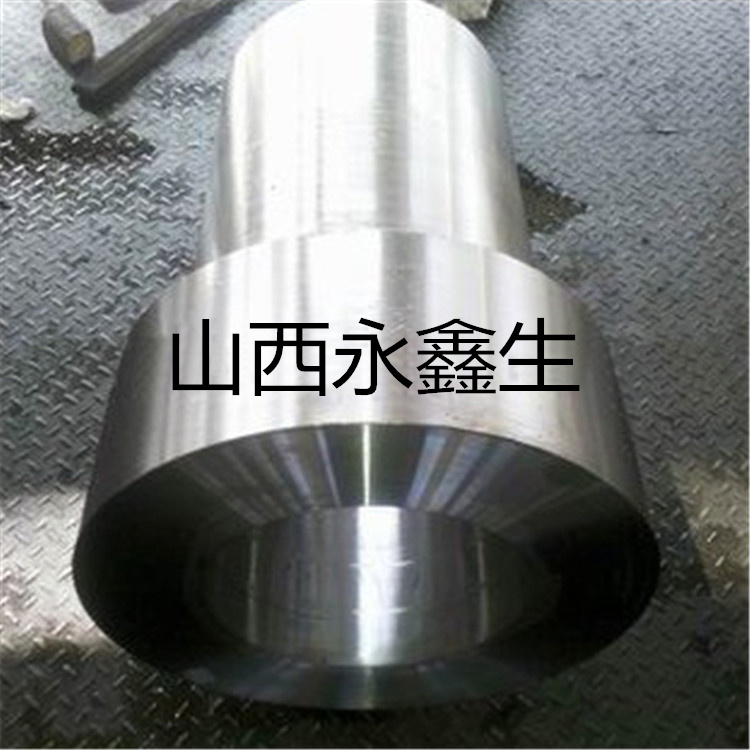
山西永鑫生重工來圖定制各類型軸類鍛件