
鍛件是指通過鍛造工藝制成的金屬零件或毛坯。鍛造是利用鍛壓機(jī)械對金屬坯料施加壓力,使其產(chǎn)生塑性變形,從而獲得具有一定形狀、尺寸和力學(xué)性能的工件。以下是關(guān)于鍛件的詳細(xì)介紹:
1. 鍛造工藝分類
自由鍛造(開式鍛造)
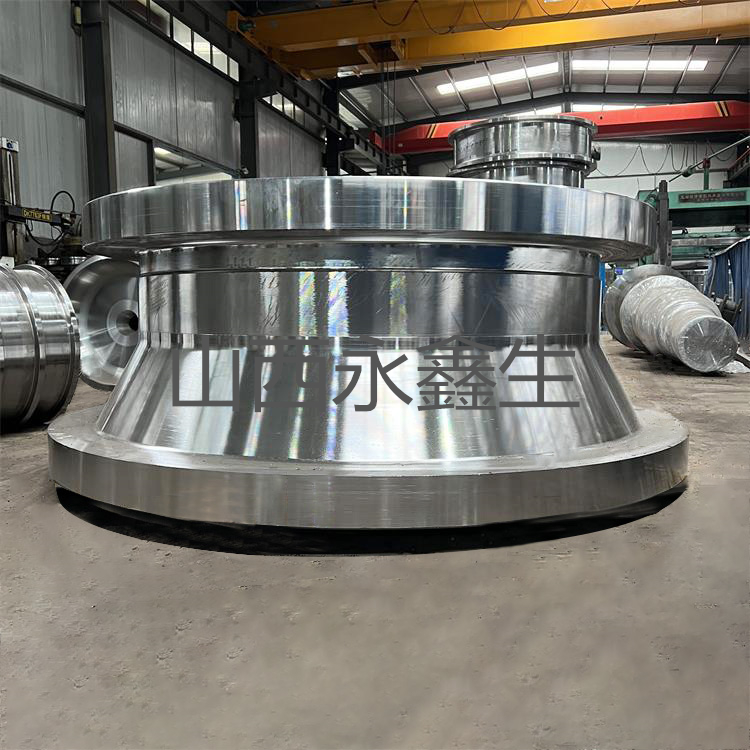
金屬在上下砧塊間自由變形,無封閉模具,適用于單件、小批量或大型鍛件(如軸類、齒輪坯等)。
優(yōu)點:工具簡單,靈活性高。
缺點:精度低,加工余量大。
模鍛(閉式鍛造)
金屬在模具型腔內(nèi)成形,適合批量生產(chǎn)復(fù)雜形狀零件(如汽車曲軸、連桿等)。
優(yōu)點:尺寸精確,表面質(zhì)量好。
缺點:模具成本高。
特種鍛造
包括輥鍛、擠壓、精密鍛造等,用于特定需求(如高強(qiáng)度、輕量化零件)。
2. 鍛件的特點
力學(xué)性能優(yōu)異:鍛造能細(xì)化金屬晶粒,提高強(qiáng)度、韌性和疲勞壽命。
材料利用率高:相比切削加工,減少材料浪費。
適用范圍廣:碳鋼、合金鋼、鋁合金、鈦合金等均可鍛造。
3. 應(yīng)用領(lǐng)域
汽車工業(yè):曲軸、連桿、齒輪、輪轂等。
航空航天:發(fā)動機(jī)葉片、起落架、渦輪盤等高性能部件。
能源裝備:風(fēng)電主軸、核電鍛件、石油鉆具等。
機(jī)械制造:軸承、工具、重型機(jī)械零件。
4. 鍛件設(shè)計要點
分型面選擇:影響脫模難度和金屬流動。
鍛造斜度:便于取出工件,通常3°~7°。
圓角半徑:避免應(yīng)力集中,減少裂紋風(fēng)險。
余量與公差:根據(jù)后續(xù)加工要求確定。
5. 常見缺陷及控制
折疊:金屬流動不當(dāng)導(dǎo)致表面重疊,需優(yōu)化模具設(shè)計。
裂紋:加熱不均或冷卻過快,需控制工藝溫度。
尺寸偏差:模具磨損或壓力不足,需定期檢測維護(hù)。
6.發(fā)展趨勢
精密鍛造:近凈成形技術(shù)減少后續(xù)加工。
自動化:機(jī)器人上下料、智能生產(chǎn)線應(yīng)用。
新材料:高溫合金、復(fù)合材料鍛造技術(shù)研發(fā)。
如果需要更具體的某類鍛件(如鋁合金鍛件、大型環(huán)鍛件等)或工藝細(xì)節(jié),可以進(jìn)一步探討!

